|
Contact Us |
||
|
|
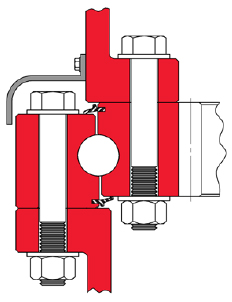
Kaydon white papersHow mounting can optimize slewing ring bearing performanceMounting a slewing ring bearing in the proper structure is crucial to properly distributing bearing load and stress. Without an adequate structure, bearing performance is likely to suffer. So can the performance of the seals, pinions, gears, and bolts. Therefore, mounting should be considered very early in the design process. Factors in bearing selectionThe designer's first task, of course, is to specify a size for the slewing bearing. The bearing manufacturer can recommend a size based on applied load and ideal mounting. In heavy equipment, for example, the primary task of the slewing bearing and its mounting structure is to handle an over-turning moment load. Also, a slewing ring bearing with integral gearing must be sized for adequate gear strength and pinion drive position. Another factor is how large the central opening in the bearing bore should be…this may have as much influence on bearing size as the maximum applied load. Shrouding is another consideration. While most slewing bearings are sealed by their manufacturer, shrouding is usually advisable to help avoid seal damage and dirt and water influx. This is even more important if the application involves cleaning with high-pressure water. Figure 1 shows a typical arrangement.
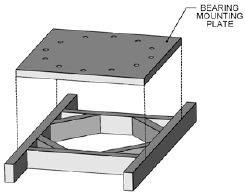
Mounting structure integrityThe need for rigidity in the mounting structure cannot be over-emphasized. Experienced designers know they should avoid the shortcut of using a higher-capacity bearing to offset a flimsy mounting surface. If the bearing structure is not robust enough to uniformly transfer the increased loads to the bearing while uniformly supporting the bearing, more bearing capacity will not make up for it. The consequences may be clear immediately, as excess deflection or rotational resistance. Sometimes they show up later, as uneven gear wear or reduced performance due to concentrated load. In many cases designers can follow the bearing manufacturer's recommended thickness for a steel mounting plate. Such recommendations are based on the size of the rolling elements or ring sections. Thinner plates reinforced with gussets or channels are an alternative (Figure 2), so long as the reinforcement is uniform and has been verified with testing. The use of thin "riser plates" under the bearing should be avoided. They tend to provide rigid support only in localized areas, putting more stress on retaining bolts and rolling elements.
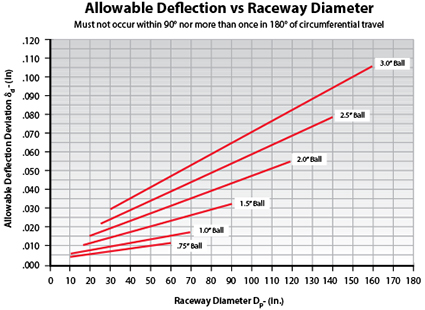
Mounting structure deflection is another important factor. Finite Element Analysis (FEA) is a good way to evaluate this, but the results should be confirmed with testing (e.g., with a dial indicator), to be sure they are within the bearing manufacturer's limits. Bearing distortion during maximum loading should be tested as well. Typical allowable mounting-structure deflections for four-point and eight-point bearings, as a function of bearing pitch and ball diameter, are shown in Figure 3. Consult the bearing manufacturer for alternate designs.
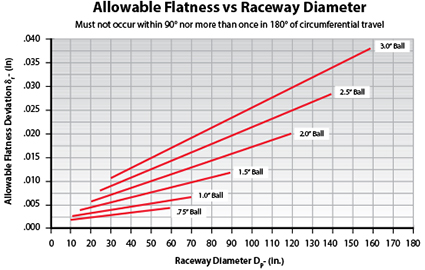
The mounting surface, like the bearing, should be manufactured to precise specifications. Slewing ring bearings mounted on out-of-flat surfaces can produce stress concentrations on the rolling elements even before external load is applied. The bearings are typically assembled at the factory with a small amount of internal clearance that compensates for a little out-of-flatness in the mounting surface. Figure 4 shows typical allowable mounting surface out-of-flatness for four-point and eight-point bearings as a function of bearing pitch diameter and ball diameter. Consult the bearing manufacturer for alternate designs. Flatness outside the manufacturer's specifications causes high frictional torque and reduces bearing life accordingly.
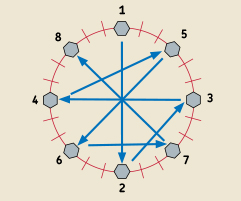
Fastening the bearingThe final step in the interface of bearing and structure is mounting the bearing. It should go without saying that the position tolerance of the mounting holes in the structure must correlate with the holes in the bearing rings and their position tolerance. Most through-holes in construction equipment are drilled marginally larger than the bolt, then true-positioned for proper alignment. Pilot diameters on the inner ring or the outer ring can be useful to locate the bearing and improve gear mesh accuracy. A full circle of bolts on both the inner and outer rings is the best way to fasten a slewing bearing. Generally, the bolts should be SAE J429 Grade 8 or ISO 898-1, Class 10.9. The hole pattern in the bearing will be appropriate for its load ratings, assuming that the proper mounting and structural support guidelines are followed. However, since variations in mounting structures can affect bolt-load distribution significantly, designers should always verify that the bolts are adequate for their specific applications. Non-uniform loads not only result in higher-than-desired bolt load, but can leave some areas of the bearing inadequately supported and restrained. This causes poor rolling element load distribution, increasing stress and hampering bearing performance. All bolts should be tightened in accordance with the equipment designer's instructions, to minimize the potential for premature wear, equipment damage, and even injury. Bolt tensioning should be done in three stages—30%, 80% and 100% of the equipment designer's final design tension—using the "star" technique of cross-tightening bolts (see Figure 5). Check bolt tension regularly.
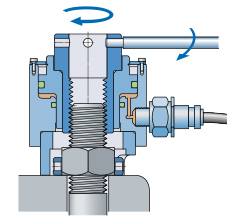
All bolts should be accurately tightened with calibrated equipment. Two common examples are a torque wrench or a hydraulic bolt tensioner to avoid over-torquing. The Hydrocam bolt tensioner from SKF (Figure 6), for example, was designed specifically to install the bolts on slewing bearings. It assures uniform preload on all the bolts, optimizes yield strength, and is available in four different designs.
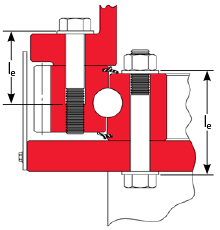
Bolted joints are made more resistant to loosening by increasing the "stretched" portion of the fastener; that is, the length of bolt from beneath the bolt or screw head to the first thread of engagement, as shown in the inner ring of Figure 7. Additional stretch length may be gained by tapping the mounting hole toward the bottom of the hole.
ConclusionMounting structures play a key role in the performance of slewing ring bearings and should be considered early in the design process. A properly-sized bearing, mounted on a flat, rigid surface with the appropriate deflection and fastening strength, should readily achieve its full capacity and contribute to a successful application. For additional details, consult Kaydon Bearings' Catalog 390. Download this article
How mounting can optimize slewing ring bearing performance |
|
|
|
||||||||
|
|
||||||||